CMTS
High-Volume, Space-Efficient Testing
The Challenge
Throughput vs. Space
Modern electronics manufacturing faces a familiar dilemma: increasing product complexity and higher, more rigorous End-of-Line testing requirements, while simultaneously optimizing production space under the constant pressure to deliver higher throughput in the same footprint.
Traditional test stations are often large, rigid systems that consume significant floor space and can be difficult to reconfigure when new products enter production, often creating costly bottlenecks when requirements change. Scaling capacity usually means adding additional equipment, which means an increase in the footprint, more downtime and investment. For the majority of production facilities, that simply isn’t an option.
The Technology
Parallelization
To overcome these constraints, manufacturers are turning to parallelized testing, executing multiple independent test processes at the same time rather than sequentially. This means that manufacturers can dramatically increase throughput without extending cycle times. This approach is particularly effective in high-volume production environments, where even small gains in efficiency can translate into significant overall productivity improvements.
A key enabler of parallelization is intelligent resource management. Test nests or stations must be capable of operating independently, while still being coordinated as part of a larger system. This requires careful orchestration of loading, unloading processes, as well as measure and instrumentation equipment, so that idle times are minimized and resources are used efficiently.
Vertical Architecture
The second principle is the optimization of physical space through vertical design. Instead of expanding horizontally across the shop floor, test architectures can be designed vertically, stacking multiple levels of test modules in a compact footprint. When combined with automated handling systems, this approach allows products to easily move between levels and positions, ensuring continuous operation while making more efficient use of factory space.
The Benefits in Practice
By combining parallelized testing with a compact vertical design, systems like Controlar’s CMTS – Compact Multicell Test System deliver a set of clear advantages for manufacturers:
The Application in Electronics Manufacturing

The combination of parallelized testing and vertical architectures offers clear advantages for industries where high volumes and strict quality requirements coexist. In electronics manufacturing, this approach allows multiple products to be tested simultaneously, each undergoing its own sequence of measurements without waiting for other units to complete their cycles, reducing bottlenecks and increasing overall throughput.
The vertical configuration addresses one of the most pressing challenges on modern shop floors: limited space. By stacking test stations in height rather than spreading them across the floor, manufacturers can introduce advanced testing capabilities without sacrificing valuable factory area. This is particularly relevant in facilities where new product introductions or increased output would otherwise require costly expansions.
Flexibility is another major benefit. With each test position able to host different instrumentation or connector configurations, the system can accommodate a variety of products or adapt to evolving test requirements. Combined with automated handling mechanisms, this ensures efficient resource utilization, reduces operator intervention, and enhances repeatability, which can ultimately contribute to higher product quality and lower operational costs.
The Solution
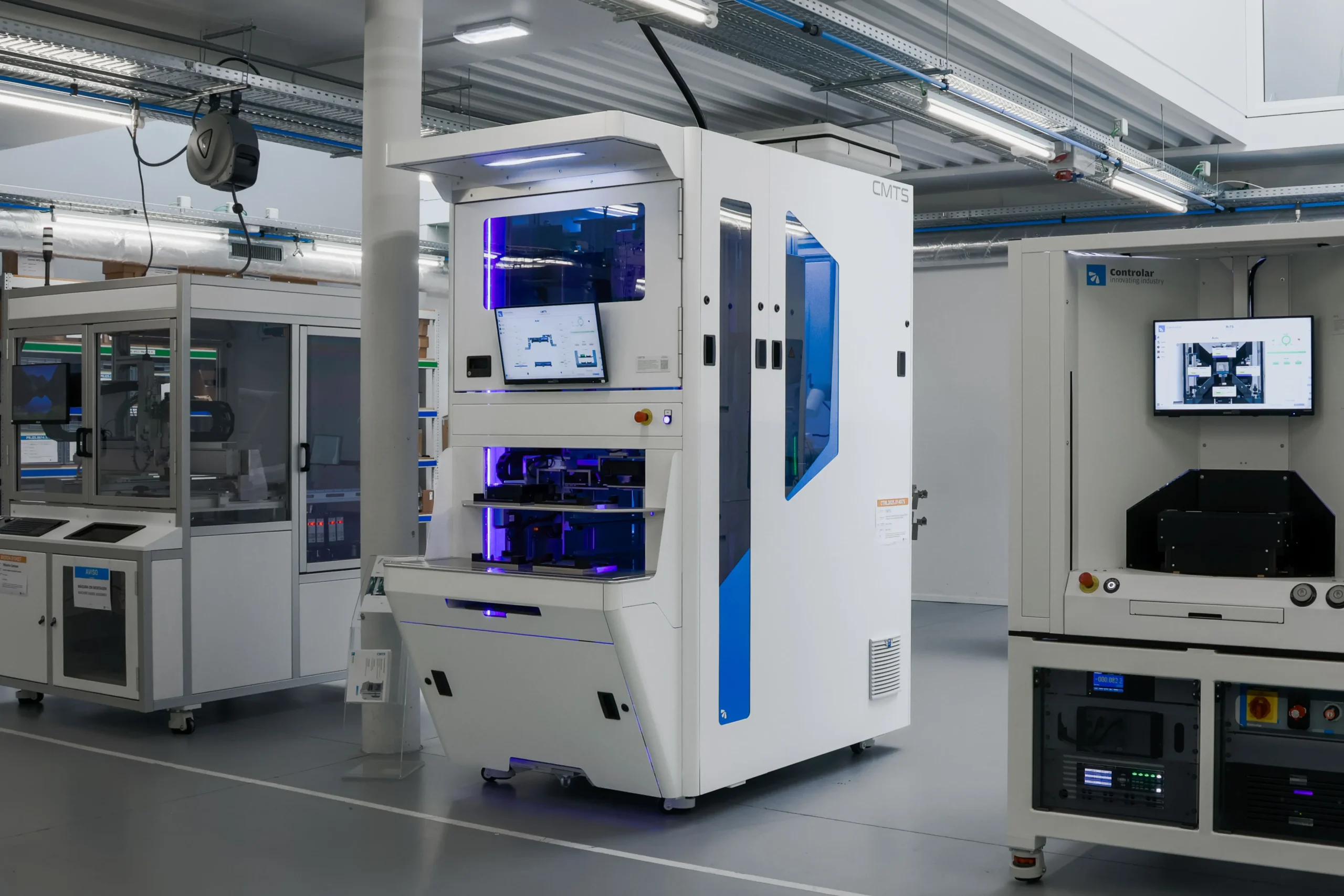
CMTS & MTM
An example of these principles is the CMTS – Compact Multicell Test System, a test system that combines vertical architecture with advanced parallelization and flexible design for future-proof operations.
This system has been revamped in 2025, introducing:
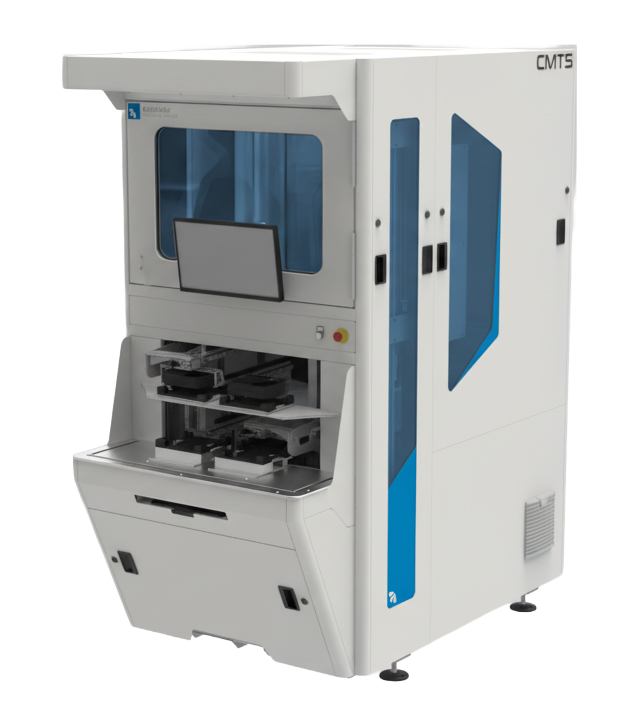
- 12 independent MTMs (Multicell Test Modules), each equipped with a double test nest (allowing for 24 DUTs).
- Parallel operation, enabling multiple products to be validated in parallel and dramatically reducing overall cycle times.
- Dedicated docking with 2 loading and unloading docks, supporting smoother material flow and faster product handling
- Automated handling with dual grippers, minimizing idle periods and ensuring continuous operation.
- Modular floors, configurable with different instruments and connectors for versatile testing.
This versatility and adaptability make it possible for manufacturers to respond quickly to changing production needs, supporting both high-volume runs and smaller, product-specific batches without reconfiguring entire lines.
By combining vertical stacking, independent parallel operation, and modular configuration, the system delivers high throughput while reducing the factory footprint. At the same time, it ensures that production remains versatile and future-proof, aligning with the growing demand for flexible, space-efficient, and scalable testing solutions in modern electronics manufacturing.




