Introduction
Machine vision is a powerful technology that allows computers to analyze and interpret visual data with remarkable precision. Its diverse applications span across industries like manufacturing, where it automates processes, enhances productivity, and reduces operational costs. As a vital tool for businesses and organizations, machine vision is driving innovation and efficiency in the modern world.
The Fundamentals of Machine Vision
Machine vision, also known as computer vision, is a branch of artificial intelligence that empowers computers to interpret and analyze visual information. It involves capturing images or video through cameras or sensors, then using advanced algorithms and software to extract meaningful insights.
This technology automates a wide range of tasks—many of which are challenging or impossible for the human eye—making processes more efficient, accurate, and cost-effective across industries.

Understanding the Process Behind Industrial Vision Systems
Machine vision systems operate through a series of key steps: image acquisition, processing, analysis, and interpretation, utilizing image cameras and sensors to capture visual data.
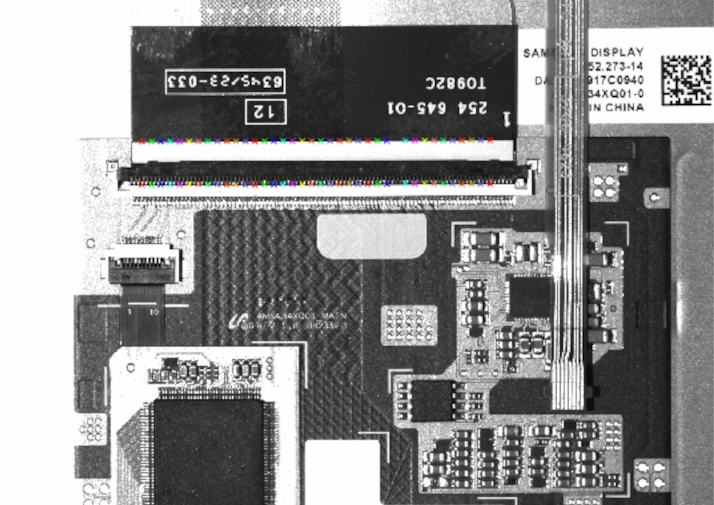
The initial stage involves capturing visual data using various imaging devices, such as industrial cameras (e.g., CCD or CMOS cameras) or specialized sensors. This raw image data often contains noise (e.g., shot noise, thermal noise) and environmental distortions, including shadows and reflections, which can impede subsequent analysis. Therefore, a crucial pre-processing step is undertaken to mitigate these issues. This may involve techniques like noise reduction filters (e.g., Gaussian blur, median filter), intensity normalization to compensate for uneven illumination, and masking to exclude irrelevant regions like strong reflections, which enhance image quality and reduce unwanted elements.
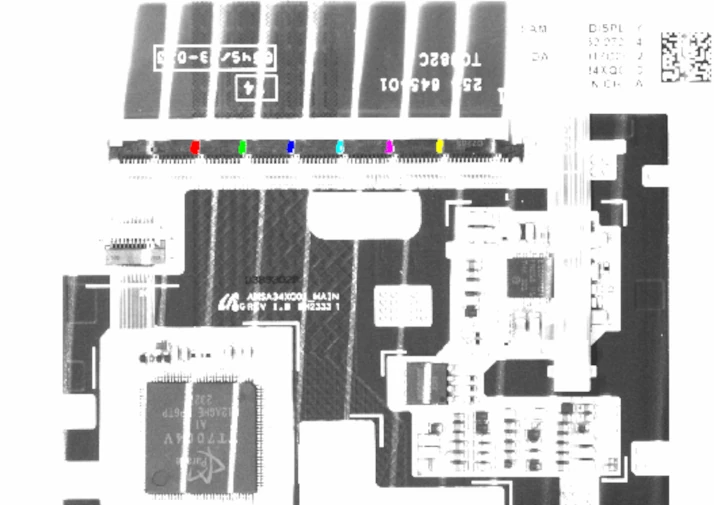
This data is then processed by algorithms and software to extract useful information — such as objects, shapes, or patterns — employing image processing techniques to enhance accuracy and adapt to complex scenarios, enabling tasks like object detection, recognition, and tracking. Examples are: image filtering, edge detection, blob analysis, and pattern recognition, including machine learning (such as convolutional neural networks – CNNs). Lighting also plays a crucial role, with techniques like backlighting and structured lighting being employed. Frame grabbers are often used to acquire and digitize the analog video signals from cameras for computer processing.
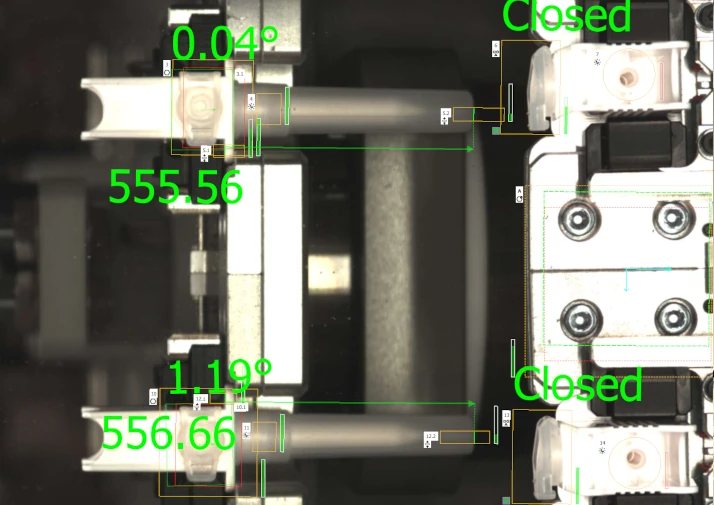
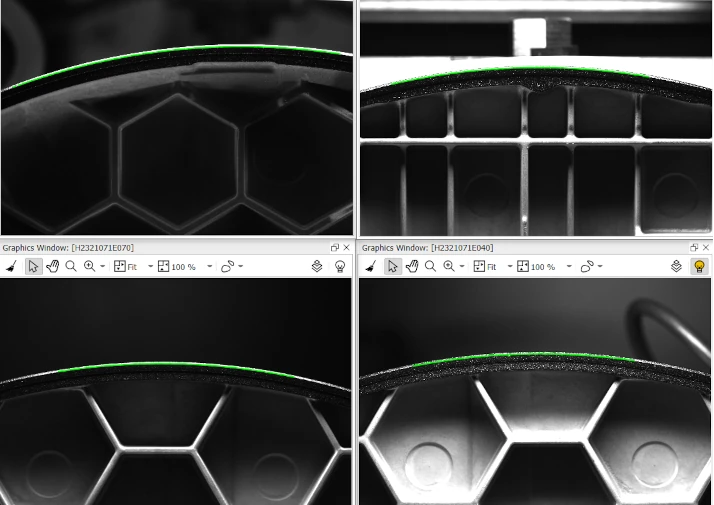
Following feature extraction, the machine vision system analyzes the extracted features to make decisions or initiate actions, such as automated optical inspection (AOI) for quality assessment, defect detection based on predefined criteria, or real-time monitoring for process control. This stage involves applying algorithms, rule-based systems, statistical models, or machine learning classifiers to classify objects, measure dimensions, identify anomalies (defects), or determine spatial relationships for robotic guidance.
Based on this interpretation, the system can trigger specific actions, including pass/fail judgments, flagging defective parts, providing guidance data to robotic systems (e.g., pick-and-place), or adjusting parameters in automated processes for real-time monitoring and process control.
The resulting analysis can be visualized by human operators via graphical user interfaces (GUIs) or communicated directly to actuators, automated machinery (e.g., robotic arms, sorting mechanisms), and programmable logic controllers (PLCs) via control signals and industrial communication protocols to execute control commands or initiate reject signals. The interpreted data and resulting actions can also be logged for traceability and process optimization.
Key Components of Vision Systems
The fundamental components of a machine vision system typically include:
- Cameras and Optics: Industrial cameras (CCD or CMOS) with appropriate lenses and potentially filters for optimal image capture. The selection of camera type and lens depends on factors like resolution, frame rate, and field of view.
- Image Processing Hardware and Software: Specialized software libraries running on a suitable computing platform (e.g., industrial PC, embedded system) for digital image processing and analysis. This software performs tasks like image enhancement, feature extraction, and analysis. Frame grabbers may be used to interface cameras with the computing platform.
- Illumination System: A controlled lighting setup (e.g., LED lighting, strobe lights) designed to provide optimal illumination for the inspection task, minimizing shadows and enhancing features of interest.


Machine Vision Imaging Capture in Various Applications
Real-World Applications of Machine Vision
Machine vision is widely used across diverse industries, including manufacturing, healthcare, transportation, and security, transforming how tasks are performed.
Healthcare: Used to analyze medical images, such as X-rays and MRI scans, aiding in diagnosis and treatment planning. It also monitors patients by tracking movements and vital signs.
Transportation: Powers autonomous vehicles such as self-driving cars and drones, detecting obstacles and navigating complex environments to improve safety and efficiency.
Manufacturing: Automates quality control, inspection, and sorting processes by identifying defects and anomalies, ensuring only high-quality products reach customers.
Security: Monitors public spaces like airports and train stations, detecting suspicious behaviors or objects and alerting security personnel for prompt response.
Conclusion
Machine vision has become an indispensable tool in manufacturing, delivering significant advancements in inspection, automation, and control.
Machine learning techniques can be employed to enhance accuracy and adapt to complex scenarios, enabling tasks like object detection, recognition, and tracking.
The ongoing evolution of this technology promises even greater impact, with emerging technologies like 3D vision offering precise volumetric analysis and hyperspectral imaging providing rich spectral data for advanced material identification.
Furthermore, the convergence of machine vision with artificial intelligence, particularly deep learning, will unlock new levels of autonomy and predictive capabilities, driving further innovation in quality assurance, process optimization, and the realization of fully automated production lines.
Are you Looking to Integrate a Machine Vision System?
Controlar provides advanced industrial machine vision solutions designed for inspection, automation, and control. With extensive experience across various industries, we tailor solutions for:
- Testing clusters and displays (automated inspection of tell-tales, lightning calibration)
- Defect detection
- Process monitoring and quality control
- Robotic offset assembly
Key benefits include:
- Enhanced speed and throughput
- Improved accuracy and consistency
- Greater reliability in your production processes
Controlar has several projects under development that leverage the power of Artificial Intelligence for image analysis and classification.
To know more, please contact us.





